鋁合金鑄造性能和化學(xué)成分密切相關(guān),其中Al-Si合金處于共晶成分附近,鑄造性能最好,和灰鑄鐵相似.Al-Cu合金遠(yuǎn)離共晶成分,凝固溫度范圍大,鑄造性能最差.在實際生產(chǎn)中,鋁鑄件都有冒口補(bǔ)縮,Al-Si類合金的凝固溫度范圍小,冒口補(bǔ)縮效率高,易獲得組織致密的鑄件.其它類鑄鋁合金的凝固溫度范圍大,冒口補(bǔ)縮效率低,鑄件致密性差.
鋁合金極易吸氣和氧化,因此澆注系統(tǒng)必須保證鋁液較快而平穩(wěn)地流入,避免攪動.
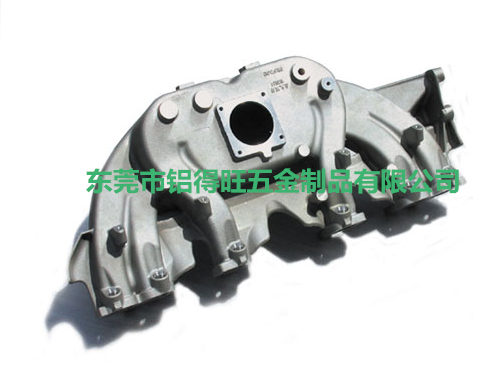
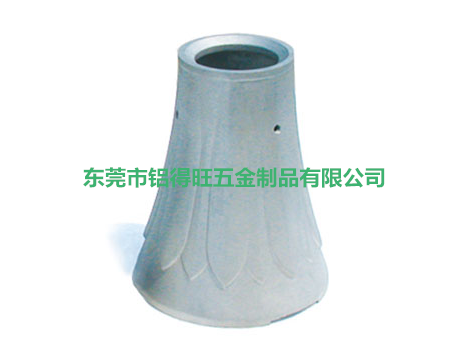
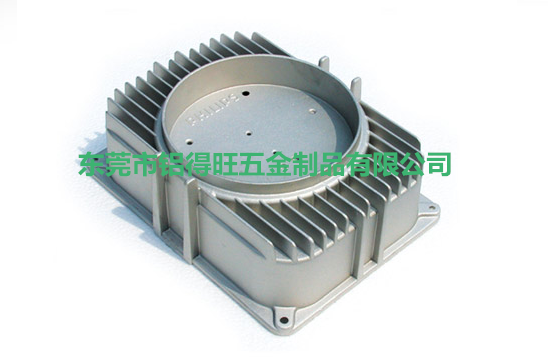
各種鑄造方法都適用于鋁合金鑄件.當(dāng)生產(chǎn)量較少時,可用砂型鑄造,應(yīng)選用細(xì)砂來造型;大量生產(chǎn)的重要鑄件,則采用特種鑄造.金屬型鑄造效率高,鑄件質(zhì)量好.低壓鑄造適用于要求致密性高的耐水壓鑄件.壓力鑄造可用于薄壁復(fù)雜小件.
熔煉設(shè)備 鋁合金熔爐種類很多,一般多用焦碳坩鍋爐.也可用電阻坩鍋爐.此外感應(yīng)電爐(工頻、中頻)也有使用.
以粘土和適量的水為型砂的主要粘結(jié)劑,制成砂型后直接在濕態(tài)下合型和澆注。濕型鑄造歷史悠久,應(yīng)用較廣。濕型砂的強(qiáng)度取決于粘土和水按一定比例混合而成的粘土漿。型砂一經(jīng)混好即具有一定的強(qiáng)度,經(jīng)舂實制成砂型后,即可滿足合型和澆注的要求。因此型砂中的粘土量和水分是十分重要的工藝因素。
以型砂和芯砂為造型材料制成鑄型,液態(tài)金屬在重力下充填鑄型來生產(chǎn)鑄件的鑄造方法。鋼、鐵和大多數(shù)有色合金鑄件都可用砂型鑄造方法獲得。由于砂型鑄造所用的造型材料價廉易得,鑄型制造簡便,對鑄件的單件生產(chǎn)、成批生產(chǎn)和大量生產(chǎn)均能適應(yīng),長期以來,一直是鑄造生產(chǎn)中的基本工藝。
砂型鑄造所用鑄型一般由外砂型和型芯組合而成。為了提高鑄件的表面質(zhì)量,常在砂型和型芯表面刷一層涂料。涂料的主要成分是耐火度高、高溫化學(xué)穩(wěn)定性好的粉狀材料和粘結(jié)劑,另外還加有便于施涂的載體(水或其他溶劑)和各種附加物。
粘土濕砂型鑄造的優(yōu)點是:①粘土的資源豐富、價格便宜。②使用過的粘土濕砂經(jīng)適當(dāng)?shù)纳疤幚砗螅^大部分均可回收再用。③制造鑄型的周期短、工效高。④混好的型砂可使用的時間長。⑤砂型舂實以后仍可容受少量變形而不致破壞,對拔模和下芯都非常有利。缺點是:①混砂時要將粘稠的粘土漿涂布在砂粒表面上,需要使用有搓揉作用的高功率混砂設(shè)備,否則不可能得到質(zhì)量良好的型砂。②由于型砂混好后即具有相當(dāng)高的強(qiáng)度,造型時型砂不易流動,難以舂實,手工造型時既費力又需一定的技巧,用機(jī)器造型時則設(shè)備復(fù)雜而龐大。③鑄型的剛度不高,鑄件的尺寸精度較差。④鑄件易于產(chǎn)生沖砂、夾砂、氣孔等缺陷。
粘土干砂型制造這種砂型用的型砂濕態(tài)水分略高于濕型用的型砂。
粘土砂芯用粘土砂制造的簡單的型芯。
 15820818654
15820818654





消息") 在線客服
在線客服
