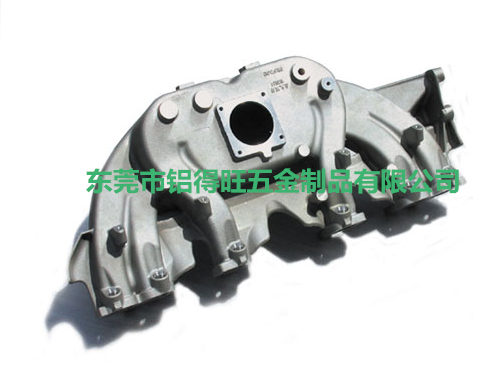
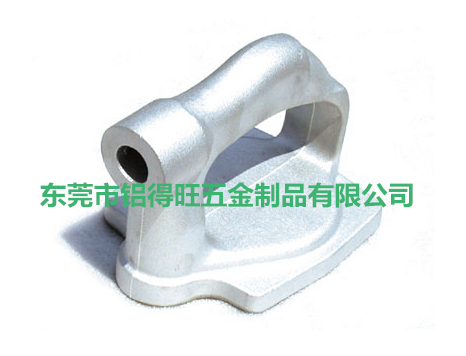
造型造芯是根據鑄造工藝要求,在確定好造型方法,準備好造型材料的基礎上進行的。鑄件的精度和全部生產過程的經濟效果,主要取決于這道工序。在很多現代化的鑄造車間里,造型造芯都實現了機械化或自動化。常用的砂型造型造芯設備有高、中、低壓造型機、拋砂機、無箱射壓造型機、射芯機、冷和熱芯盒機等。鑄件自澆注冷卻的鑄型中取出后,有澆口、冒口及金屬毛刺披縫,砂型鑄造的鑄件還粘附著砂子,因此必須經過清理工序。進行這種工作的設備有拋丸機、澆口冒口切割機等。砂型鑄件落砂清理是勞動條件較差的一道工序,所以在選擇造型方法時,應盡量考慮到為落砂清理創造方便條件。有些鑄件因特殊要求,還要經鑄件后處理,如熱處理、整形、防銹處理、粗加工等。鑄造是比較經濟的毛坯成形方法,對于形狀復雜的零件更能顯示出它的經濟性。如汽車發動機的缸體和缸蓋,船舶螺旋槳以及精致的藝術品等。有些難以切削的零件,如燃汽輪機的鎳基合金零件不用鑄造方法無法成形。另外,鑄造的零件尺寸和重量的適應范圍很寬,金屬種類幾乎不受限制;零件在具有一般機械性能的同時,還具有耐磨、耐腐蝕、吸震等綜合性能,是其他金屬成形方法如鍛、軋、焊、沖等所做不到的。因此在機器制造業中用鑄造方法生產的毛坯零件,在數量和噸位上迄今仍是最多的。鑄造生產有與其他工藝不同的特點,主要是適應性廣、需用材料和設備多、污染環境。鑄造生產會產生粉塵、有害氣體和噪聲對環境的污染,比起其他機械制造工藝來更為嚴重,需要采取措施進行控制。鑄造產品發展的趨勢是要求鑄件有更好的綜合性能,更高的精度,更少的余量和更光潔的表面。此外,節能的要求和社會對恢復自然環境的呼聲也越來越高。為適應這些要求,新的鑄造合金將得到開發,冶煉新工藝和新設備將相應出現。鑄造生產的機械化自動化程度在不斷提高的同時,將更多地向柔性生產方面發展,以擴大對不同批量和多品種生產的適應性。節約能源和原材料的新技術將會得到優先發展,少產生或不產生污染的新工藝新設備將首先受到重視。質量控制技術在各道工序的檢測和應力測定等方面,將有新的發展。鑄造工作者在電子技術和測試手段不斷進步的條件下,將對金屬結晶凝固和型砂緊實等理論進行更深入的探索,以研究提高鑄件性能和內部質量的有效途徑。機器人和電子計算機在鑄造生產和管理領域里的應用,也將日益廣泛。
 15820818654
15820818654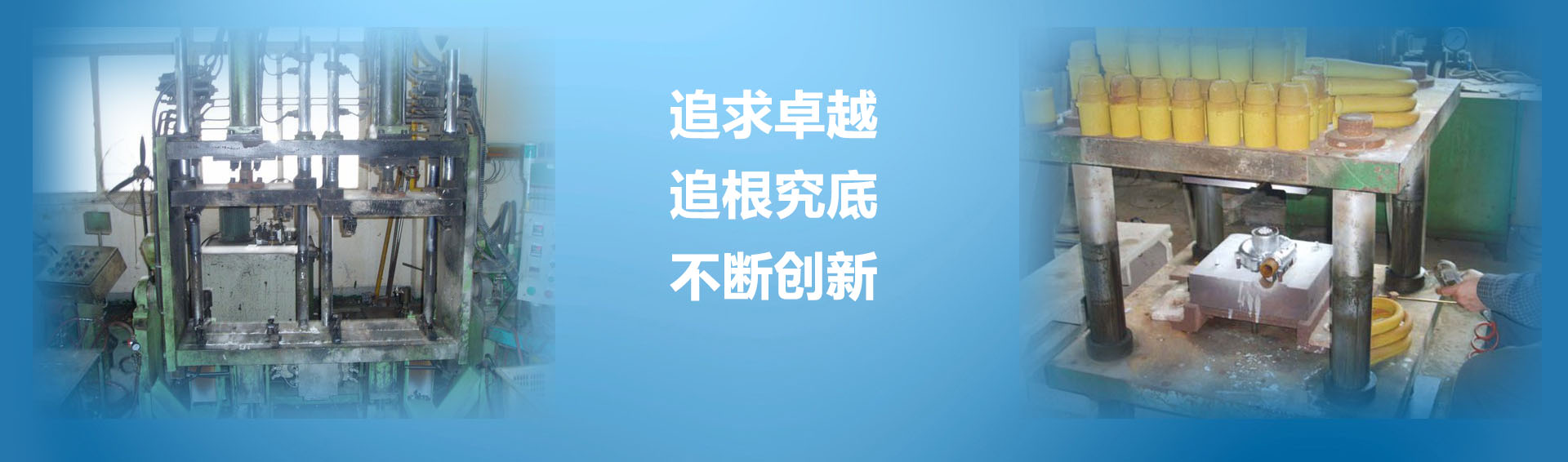








 在線客服
在線客服
